CASE STUDY
Reverse-Engineering the Cooling System Topology of a 700 MW BBC Water-Cooled Generator Project
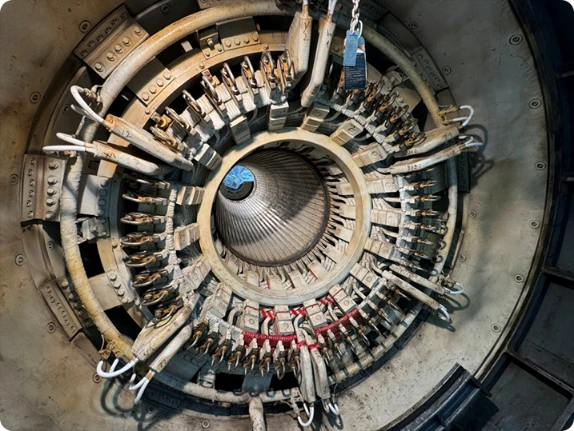
In a recent major outage on a 700 megawatt Brown Boveri Company (BBC) Swiss-made generator, a complex challenge arose involving the stator cooling water system. The unit featured a fully water-cooled stator design typical of large legacy BBC machines, yet critical documentation was missing. No Piping & Instrumentation Drawings (P&IDs) existed to map the internal cooling circuits. Previous maintenance teams had been unable to produce accurate documentation despite repeated attempts. The absence of reliable schematics created significant risk for the Hydrostatic Integrity Test (HIT) and subsequent recommissioning. No previous inspection reports left any clues as to how to proceed.
The generator’s cooling architecture was far more intricate than standard configurations as seen on other OEM units of similar megawatt capacity. Without accurate diagrams, any attempt to perform pressure testing, flushing, or leak detection risked incomplete coverage, improper isolation of circuits, or damage from unintended cross-contamination.
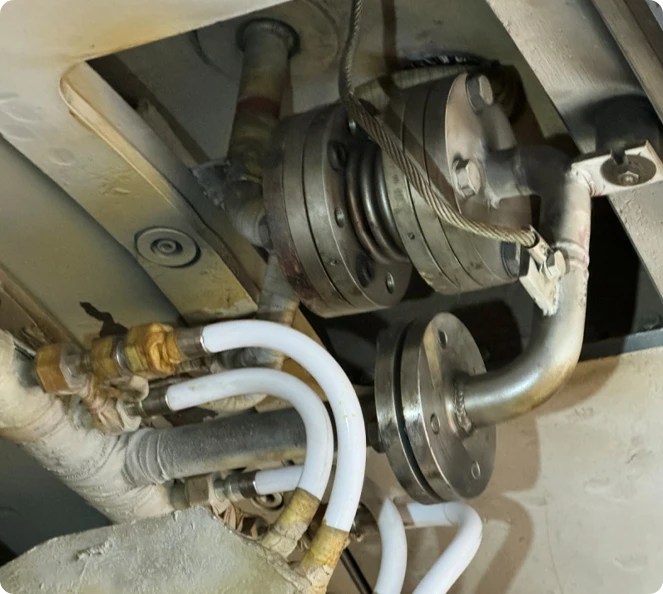
The customer needed a complete, verified understanding of the system before any testing could proceed safely. Adding to the difficulty were non-standard flange sizes, Metric/SAE dimensional mismatches on test connections, and the physical inaccessibility of many pipe runs buried deep within the end-winding packages.
Complex and delicate hydraulic connections in exceptionally difficult places.
Over two intensive weeks, a detailed field investigation was conducted using systematic pipe tracing combined with experimental flow and pressure validation. Every accessible pipe, manifold, tee, orifice, and connection was meticulously documented. Pressure testing of isolated sections, flow-direction verification, and temporary instrumentation revealed a critical and previously undocumented finding: the generator was composed of two distinct and independent water-cooling circuits—a topology rarely seen in this exact configuration that I had not yet encountered in my 30 years in the field.
Circuit 1 (Stator Windings/ Bars/ Coils): Dedicated high-pressure circuit supplying the hollow copper conductors inside the stator bars.
Circuit 2 (Connection Rings / “Rounds” and High-Voltage Bushings): Hydraulic circuit cooling the phase connection rings (known in Alstom terminology as “rounds”, Alstom bought BBC years ago, and now GE Vernova owns both) and the high-voltage bushings.
This dual-topology design provided excellent maintainability and redundancy but created a non-standard testing environment that no existing OEM procedure fully addressed.
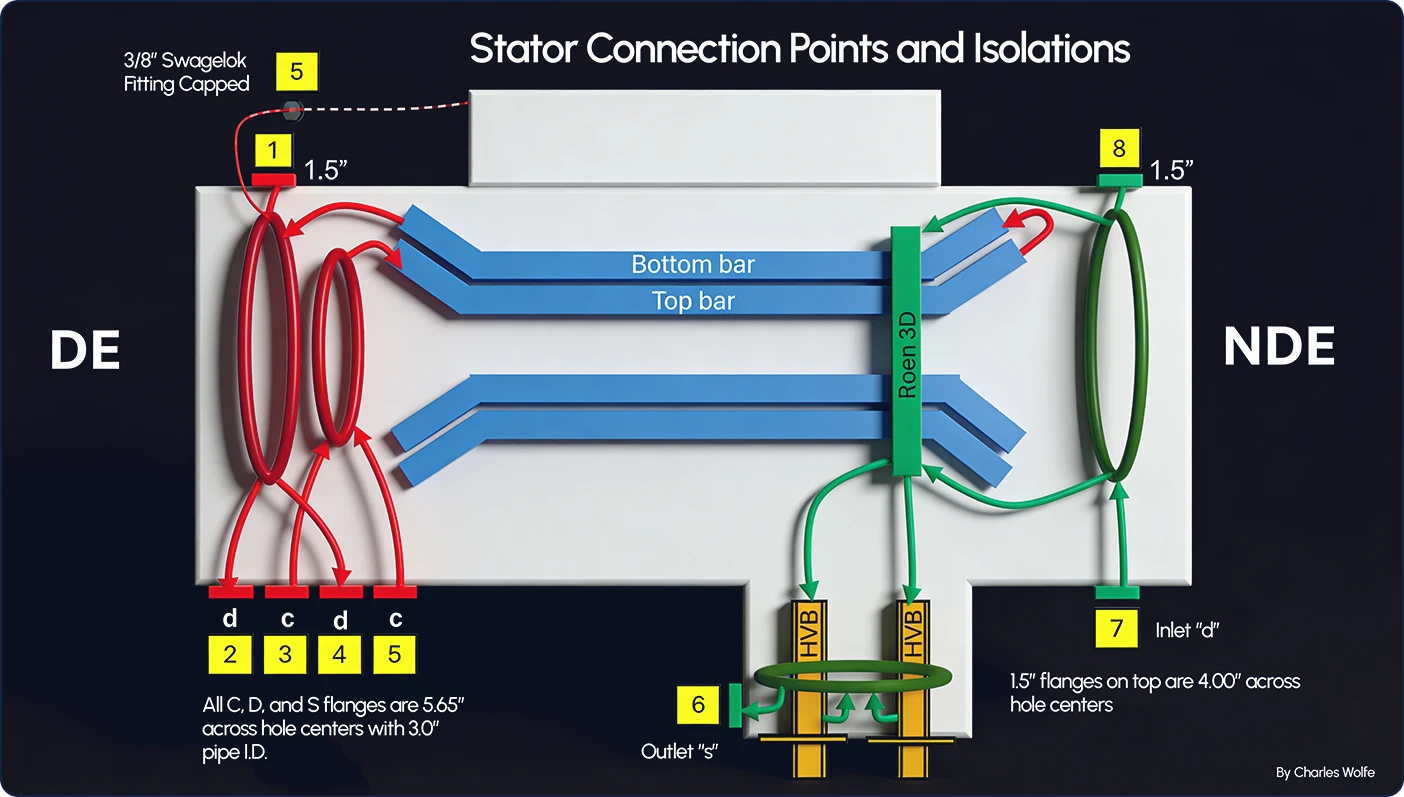
System topologies discovered experimentally & by inspection during the project.
Armed with the newly mapped cooling topology, a modified HIT skid procedure was engineered specifically for this machine. The revised protocol included:

Blowdown modes devised for water removal before testing
To overcome physical interface challenges, several specialty plumbing adapters were designed and fabricated on-site. These included transition pieces for non-standard flanges and modified test blanks that compensated for Metric-to-SAE dimensional deviations. The custom hardware ensured leak-tight connections and allowed full flow coverage during testing without compromising safety or cleanliness requirements.
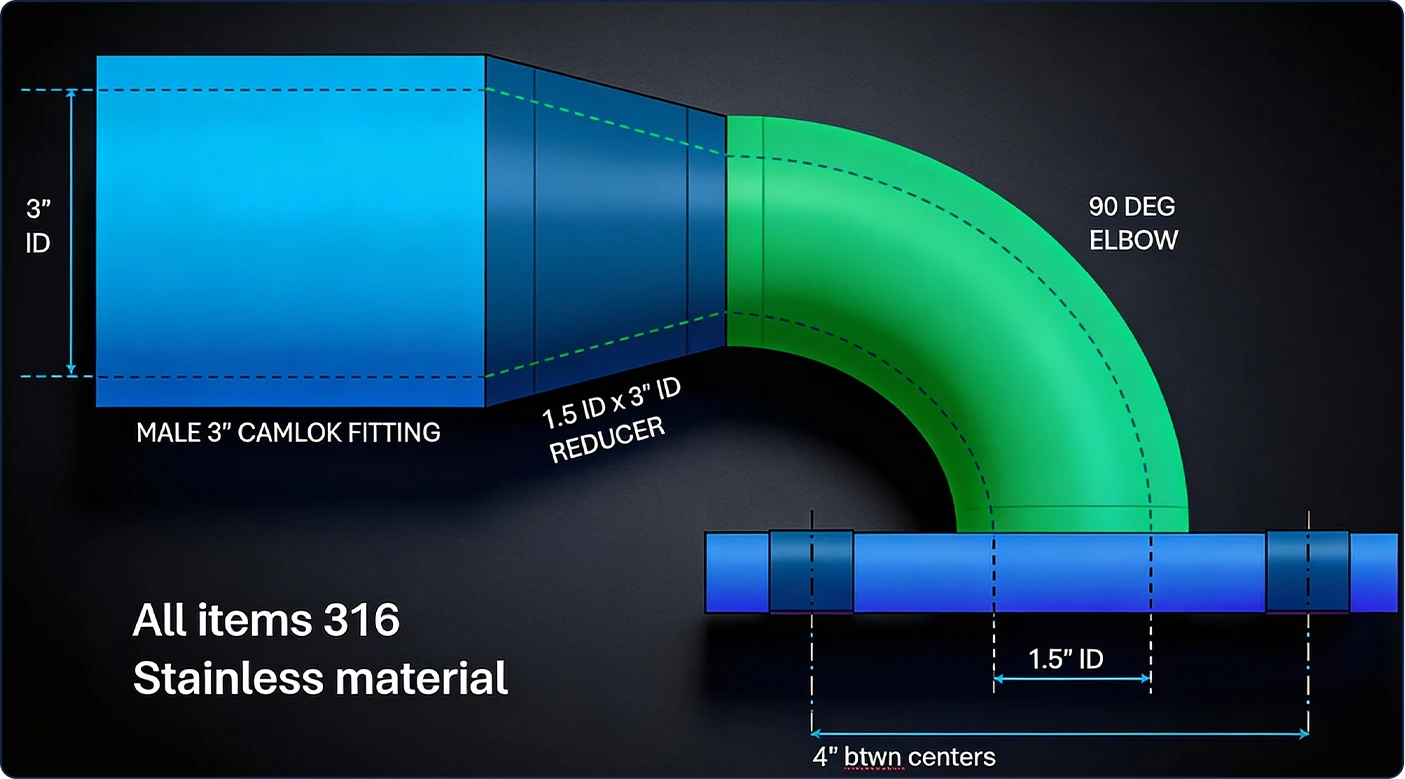
Example of a 316 stainless steel specialty adaptor flange we fabricated for this unit, connecting the metric 4-bolt stator flange to the HIT skid “Camlock” hose fitting.

Examples of Camlock hose fittings for typical 3” fuel transfer hoses used with HIT Skid

Newly fabricated custom hose-to-flange adaptor
The modified procedure and supporting documentation were executed successfully. Both cooling circuits passed hydrostatic integrity testing with zero leaks, and all flow paths were verified as clear and correctly routed according to the newly created P&IDs. The customer was deeply impressed by the outcome. Not only was the immediate outage milestone achieved on schedule, but the project delivered lasting value: a complete, accurate set of P&IDs and test procedures for the dual-circuit cooling topology. This documentation will significantly reduce future outage durations, improve safety, and provide a reliable reference for the plant’s technical library and subsequent maintenance teams.
This case exemplifies how deep system knowledge and hands-on engineering problem-solving can overcome significant documentation gaps on high-value rotating equipment. The successful resolution reinforced the importance of treating every generator as unique, especially older BBC designs with evolved service histories.